Blog
BACKGROUND
DSI Sandwich Belt high angle conveyors are proven, versatile systems for elevating or lowering materials continuously at steep angles to 90°. Widely varying industries have exploited the benefits of Sandwich conveyors. They have found application in coal mining, preparation, power and synfuels, in various minerals and metals mining, in municipal waste treatment, rapid transit projects, pulp and paper mills, cement plants, and transshipment of grain.
Throughput rates for Dos Santos Sandwich Belt high angle conveyors that have been put into operation vary from 0.27 to 4250 t/h. Conveying profiles vary widely and elevating heights range from 3.66 m to 174.8 m. These installations are by no means the limit of this versatile technology, however.
THE SANDWICH BELT PRINCIPLE
The Sandwich Belt high angle conveyor consists of a carrying conveyor belt which is supported on closely spaced troughing idlers. A floating cover belt is gently pressed onto the conveyed material by closely spaced, fully equalized, pressing rolls. The required material hugging pressure varies according to the conveying angle, material characteristics and the dynamics of the system. The hugging pressure device is, therefore, designed for the specific requirements of the application with provision for field adjustments.
IN HARMONY WITH THE ENVIRONMENT
Various industries have utilized Sandwich Belt conveyors. Even before the increased awareness for environmental compliance, Sandwich Belt conveyors provided the following benefits with their natural capabilities:
- CONFORMITY TO LANDSCAPE– Conform to irregular (steep) paths to blend in with the surrounding environment. This feature precludes the need for many transfer points which are a common source of spillage and fugitive dust.
- COMPACT ARRANGEMENTS– By virtue of their high capacity, high angle and adaptable profile features, Sandwich conveyors facilitate the most compact arrangements of any materials handling system, minimizing disturbances of the environment.
- MINIMIZING EXCAVATION DISTURBANCE OF THE SUB-SURFACE– Sandwich Belt conveyors allow the most direct haulage path from deep open pit mines and from underground excavation projects eliminating the cost of any additional excavation.
- REDUCTION IN REAL ESTATE AND SPATIAL VOLUME– In plants, they use the least real estate and displace the least spatial volume in 3-D space. Because Sandwich conveyors can be housed in a facility, they will require the least amount of wall and roof surface. For heated facilities in cold climates, they offer the least heat escape, thus the lowest heating cost.
- CREATING A POWER SOURCE– A downhill Sandwich conveyor system can operate regeneratively, thereby feeding power to the grid, becoming a power source.
Industries that have benefited from these features include sludge and sawdust handling in composting systems, biomass for fuel in the form of RDF (refuse derived fuel to garbage) to power projects, hog fuel at pulp and paper mills and shredded tires for fuel at cement plants, to name a few.
CONFORMITY TO THE LANDSCAPE
Sandwich Belt high angle conveyors’ ability to conform to the irregular profile of the landscape was proven at a Virginia, USA mine. Coal refuse was being hauled from the prep plant to the dump site along a steep mountain path by two aerial tramways. They traveled conspicuously above the mountain slopes and created a black streak of spillage under their respective travel paths. Steep curving ramps for the trucking scarred the landscape, while the trucks polluted the air with fumes, particulates and noise and created the potential for disaster from traffic accidents.

The Sandwich conveyor eliminated these problems while offering a conveying capacity higher than the previous combined system. High angle, as well as conventional conveyors were considered for this application, however conventional conveyors required considerable elevated structure, were obtrusive on the landscape and with the several additional transfer points, created a potential source of spillage and additional expense.
COMPACT ARRANGEMENTS
In some cases Sandwich Belt high angle conveyors have facilitated materials transfers in very tight spaces at existing sites, while in others they have opened the door for the most compact new materials handling systems. A vertical DSI GPS Sandwich Conveyor for the Paris Metro tunneling project elevated sticky tunnel muck at a design rate of 800 t/h. This was done without disturbing vehicular or pedestrian traffic.
The particular challenge of this project was the requirement to provide a versatile system that will be reused in future projects. Accordingly, Dos Santos International designed a system with a hig degree of versatility – particularly extend-ability. With all the drive and take up equipment located at the head end, DSI designed the vertical portion as a hanging

structure which can be extended as necessary for higher lifts at future applications. The two Sandwich conveyors at the two sites in Paris are nearly identical, with only a small difference in the length of the vertical portion. DSI designed both conveyors for the possibility of increasing the lift to 45m. The two conveyors in Paris have vertical lifts of 24.6m and 26.3m respectively and can be used for any intermediate height up to 45m. This makes them very versatile for use at future sites.
MINIMIZING EXCAVATION, DISTURBANCE OF THE SUB-SURFACE
Sandwich Belt conveyors allow the most direct haulage path from deep open pit mines and from underground excavation projects. A high capacity, high lift system can most certainly handle the severe haulage requirements.
One such system conveyed hard primary crushed rock (250 mm minus) along the steep mine wall, directly out of the pit. This substantially reduced the truck haulage requirements of that mine, displacing ten, 240 ton trucks from the severest of haulage duties (the slow, high power, continuous climb to the surface).
As important as it is to eliminate the associated pollution and accident potential, minimizing of total excavation for the ore recovered is also important. The Sandwich Belt system requires no additional excavation. Conventional conveyors, though nearly equally efficient to the Sandwich belt conveyor, do require additional excavation and/or additional transfer points because of the limited slope capability.
REDUCTION IN REAL ESTATE AND SPATIAL VOLUME
The challenge to use the least amount of space possible to process and separate kimberlite at Canadian diamond mines was the motivation for the installation of DSI Sandwich Belt high angle conveyors.
The first project was in the Northwest Territories at Snap Lake. The ore body was a dyke that dipped an average of 12-15 degrees from the northwest shore down under the lake. Kimberlite, the diamond bearing ore was brought to the surface to a processing facility where the diamonds were extracted. Because of the hostile environment, the facilities had to be enclosed and heated. A smaller footprint for the

plant was determined to be the optimal way to minimize environmental impact and cost.
The original concept was to use a multitude of Sandwich conveyors to minimize the facilities. This was ultimately rationalized to require only two Sandwich conveyors, which defined the facility’s minimal footprint. The ability to convey at any high angle, along with the Sandwich Belt imparting a gentle, yet firm hugging pressure on the material, allowed the precious gems within the kimberlite to be elevated at high angles without damage or spillage. The Snap Lake project incorporated two DSI Sandwich conveyors, each traveling to opposite ends of the building. The units were standardized at 36” belt width to simplify spare parts inventory.

Design of the units included provision for future upgrade, from 275 t/h to 524 t/h, merely by increasing the belt speed. By operating at the lower speed until the upgrade is required by the Sandwich conveyors, optimal energy efficiency is preserved.
The success of Snap Lake then led to the incorporation of DSI Sandwich Belt conveyors into the Victor Project in Northeastern Ontario. The Victor Project, Ontario’s first diamond mine, had three DSI Sandwich belt units in operation.
Simplification of inventory was further exercised at the Victor Project with all units at 42” belt width. However, tonnage requirements for these units vary from a low of 185 tph at unit 11 to a high of 422 tph at unit 12. For prolonged equipment life and energy conservation, unit 11 ran at a slower speed than the other units.
The Snap Lake Mine was operated by DeBeers with a commitment to maintain the highest environmental standards. It was the only diamond mine in the Northwest Territories that certified its environmental management systems to the high international standard, ISO 14001 through advanced exploration, construction and pre-operations.
CREATING A POWER SOURCE
A downhill Sandwich conveyor at a Venezuelan phosphate mine combined the duties of a gathering conveyor from beneath the storage pile and an overland conveyor. This eliminated a transfer and much elevated structure. An added feature to this system was that as a regenerative lowering system, it produced electricity to become a power source.
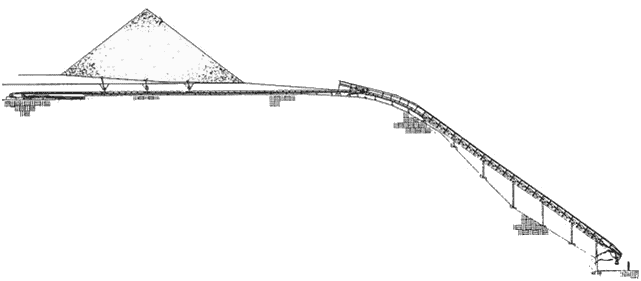
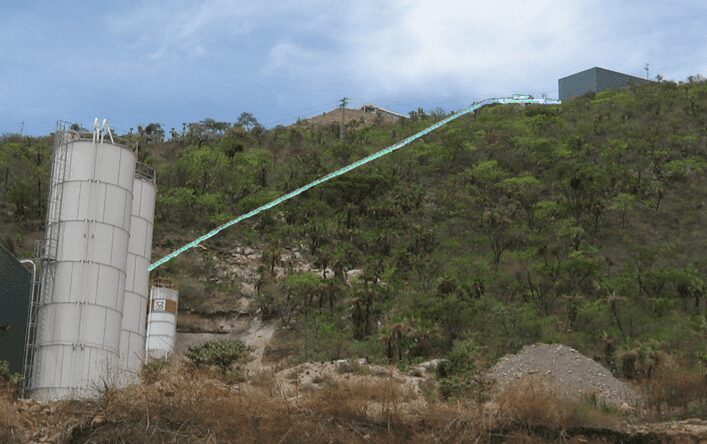
Another example of a power producing downhill system is the DSI GPS Sandwich Belt conveyor for the Los Filos gold mine. This system would bring material from the crusher, downhill, to the leach pads. In operation, it would have produced 220 kW of power. Unfortunately, this conveyor contract was canceled due to geological instability on the mountainside. Instead, DSI designed an overland conveyor system that had the same lowering difference, but because of the losses inherent in a multi-flight conventional conveyor, it produced only 14.5 kW of power.
OTHER INDUSTRIES THAT BENEFIT

The versatility of Sandwich Belt conveyors allow for endless profiles that are adaptable to many widely varying configurations, especially beneficial for environmentally friendly projects.
At composting systems, city sludge is mixed with sawdust and composted into a useful material, a soil additive. In biomass to fuel and RDF, garbage to power, a Sandwich Belt conveyor replaced four pocket belts that were in place at a plant in Florida.
In Maine, at a pulp and paper mill, the refuse bark and rejected chips went to a boiler to serve as fuel. This would otherwise be wasted materials.
Finally, DSI designed a hybrid Sandwich Belt high angle conveyor to efficiently transport shredded tires at a cement plant to create an alternative fuel source for cement production. Instead of disposing of the rejected tires, they now serve as a power source for the cement plant.
SUMMARY AND CONCLUSIONS
The Sandwich Belt high angle conveyor system is used widely throughout the world in various industries. It can conform to the environment by virtue of its sandwiching, high volume, high angle, and conforming profile features. It has furthermore proven reliable and economical. The Sandwich Belt conveyor, when employed, results in minimal material transfers, minimal displacement of space, i.e. minimal intrusion into the environment, and proves to be a positive solution to environmental challenges.
